Looking for high-performance coating or lining solutions?
Whether it’s fluoropolymer coating for corrosion protection or high-purity linings for critical equipment, we’re here to help you find the right solution.

At ChiNaite, quality control is centered around the integrity and performance of our fluoropolymer coating and lining solutions. Since 2014, we've implemented a full product traceability system. Every coating and lining material used, process applied, and operator involved is documented and trackable. This approach helps us ensure consistent quality across all coating and lining services we provide.
All coated and lined equipment undergoes rigorous inspection before leaving our facilities. These include spark testing, delamination checks, light inspections, adhesion tests, visual evaluations, and coating thickness measurements, performed in accordance with both internal and national standards. The goal is to ensure long-term corrosion resistance, high purity, and surface integrity for demanding applications.
| Type of Test | Testing Scope | Applied Standard | Reference Value | Rejection Criteria |
| Coating thickness | 70% of Surface | GB/T 26501-2011 | 0.8mm ± 0.2mm | <0.6mm minimum thickness |
| Visual inspection | Complete testing | GB/T 26501-2011 | Meets 100% standard | Bubbles,sags,cracks |
| Adhesion strenght test | 5% (flange area) | Industry and corporate standards | Strip 10mm x 60mm | Peeling,poor adhesion |
| Holiday park test | Complete testing | GB/T 23711.1-2019 | Meets 100% standard | Pinholes or electrical arc |
Coating Thickness Inspection
A non-magnetic coating thickness gauge is used to check multiple points on the coated surface. This ensures the applied layer meets the specified thickness requirements across the entire area.
Visual Surface Inspection
Technicians inspect the coating surface for any visible issues such as color inconsistency, bubbles, unevenness, sagging, or cracks to ensure a smooth and uniform finish.

Adhesion Strength Test
A test panel baked with the equipment is cut (10 mm × 60 mm) and manually peeled. If the coating stays intact without peeling, it passes.

Holiday Spark Test
A low-frequency DC spark tester is used at 5000V. The probe moves vertically along the coating (0.6–1 mm thick) at a speed below 50mm/s. No white sparks indicate a pass.
| Type of Test | Testing Scope | Applied Standard | Reference Value | Rejection Criteria |
| Vacuum extraction and steam injection (for inner lining) | Complete testing | Industry & In-house Standard | No deformation or leakage | Bulging or visible leakage |
| Electrical resistance test on lined surface | Complete testing | GB/T 26501-2011 | Meets 100% standard | Below minimum requirement |
| Internal spark test for vessel lining | Complete testing | GB/T 23711.1-2019 | 15 kV – Pass | Arc discharge observed |
| Nozzle area holiday/pinhole detection (spark test) | Complete testing | GB/T 23711.1-2019 | 15 kV – Pass | Arc discharge observed |
| Surface cleanliness test of the lined area | Complete testing | GB/T 23711.1-2019 | Meets 100% standard | Visible contamination or residue |
| Weld seam light inspection (PFA lining) | PTFE lining – welded joint area | Industry & In-house Standard | No deformation or leakage | Bulging or visible leakage |
| Type of Test | Testing Scope | Applied Standard | Reference Value | Rejection Criteria |
| Coating thickness measurement | 70% of surface area | GB/T 26501-2011 | 0.8 mm ± 0.2 mm | Any point below 0.6 mm |
| Visual surface inspection | Complete testing | GB/T 26501-2011 | Meets visual standards | Bubbles,sagging |
| Adhesion test | 5% near flange area | Industry & internal specs | 10 mm × 60 mm strip cut | Peeling or poor adhesion |
| Spark test | Complete testing | GB/T 23711.1-2019 | No arc or spark detected | Arc or pinhole defects |

Coating Thickness Check
Non-magnetic thickness gauges are used to verify whether the coating meets the required thickness at multiple points across the surface.

Visual Inspection
The coating surface is visually checked for defects such as discoloration, bubbles, uneven texture, sagging, or cracks.
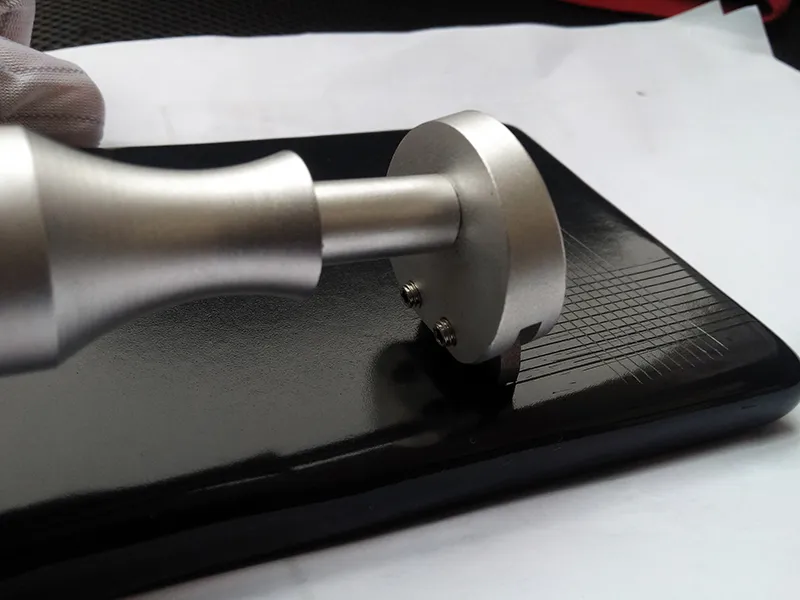
Adhesion Test
A test panel is placed in the oven together with the coated equipment. After curing, a 10 mm × 60 mm strip is cut into the coating. If the strip cannot be peeled off by hand, it passes the test.

Spark Test
For coatings between 0.6 and 1 mm, low-frequency DC spark testers are used. Testing is performed at 5000V, with the probe moving along the surface at less than 50 mm/s. To pass the test, no white spark should appear.
| Type of Test | Testing Scope | Applied Standard | Reference Value | Rejection Criteria |
| Nozzle holiday/pinhole detection (spark test) | Complete testing | GB/T 23711.1-2019 | 15 kV,passes test | Arc or spark detected |
| Delamination check (hammer tapping) | Complete testing | In-house and industry standard | Entire lining surface | Hollow sound or uneven tone |
| Light inspection for weld seams | PTFE lining – weld seam area | In-house and industry standard | PTFE weld seam area | White spots or uneven welds |
| Patch spark test | Complete testing | GB/T 23711.1-2019 | 15 kV,passes test | Arc or spark detected |
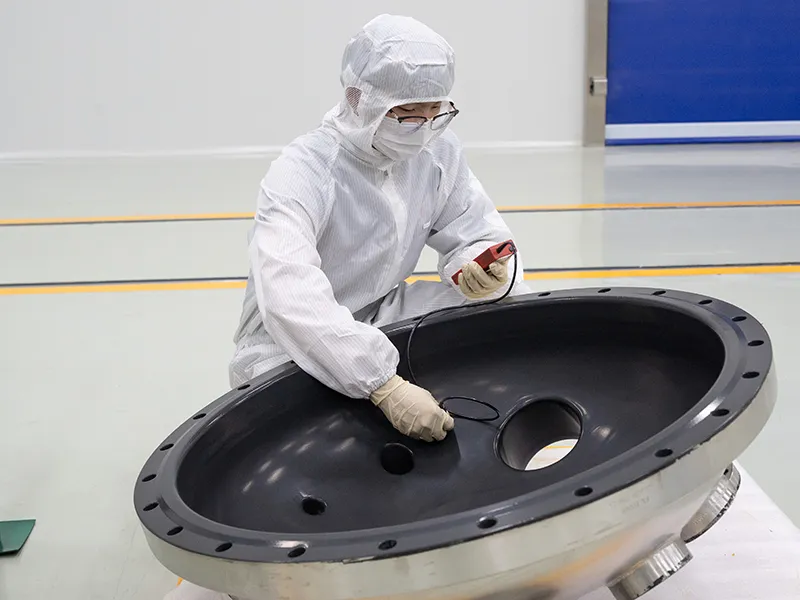
Inspection Details

Spark Test on Lined Surface
For lining thickness of around 3 mm, low-frequency DC spark testers are set to 15,000 V. The probe is moved vertically across the surface at a speed below 50 mm/s, covering 100% of the lined area. If no white arc is observed, the test is considered passed.

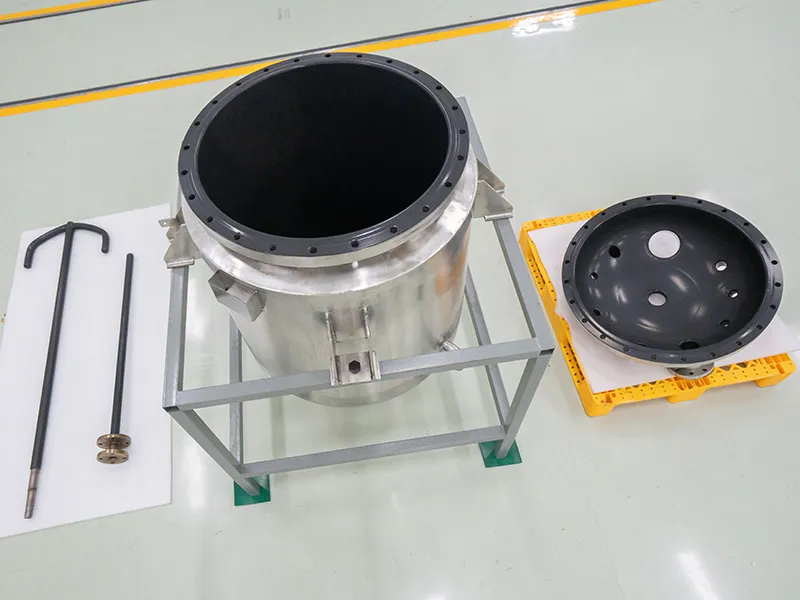
Delamination Test
A rubber mallet is used to gently tap along the lined surface. Any unusual dull sound suggests potential detachment or voids beneath the liner. Clear, crisp sounds typically indicate proper bonding. This method is used to detect hidden adhesion failures.

Weld Seam Light Test
Special light sources are used to inspect weld seams. The test focuses on identifying imperfections after welding. When using translucent materials like PTFE, high-purity welds will show no irregular light patterns. This method is effective for detecting weld inconsistencies.

Nozzle holiday/pinhole detection
(spark test)
Whether it’s fluoropolymer coating for corrosion protection or high-purity linings for critical equipment, we’re here to help you find the right solution.